
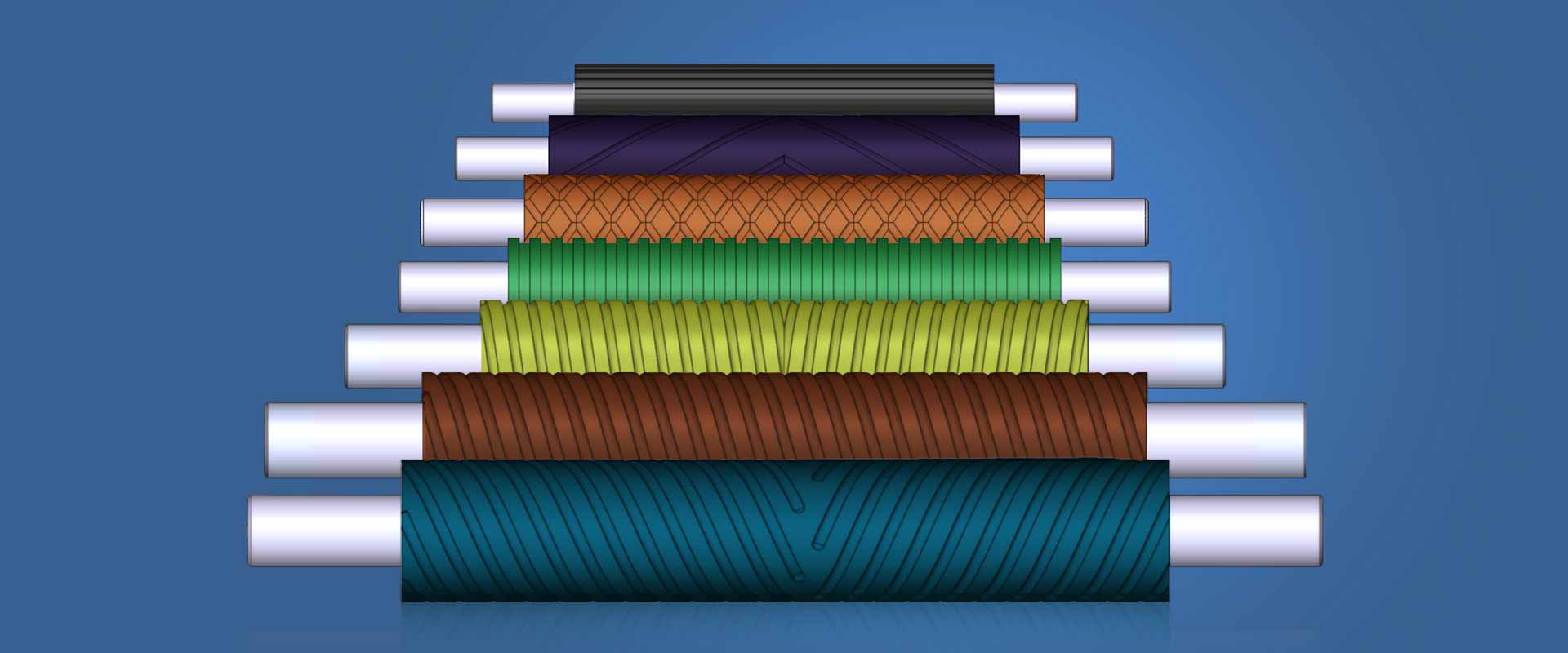






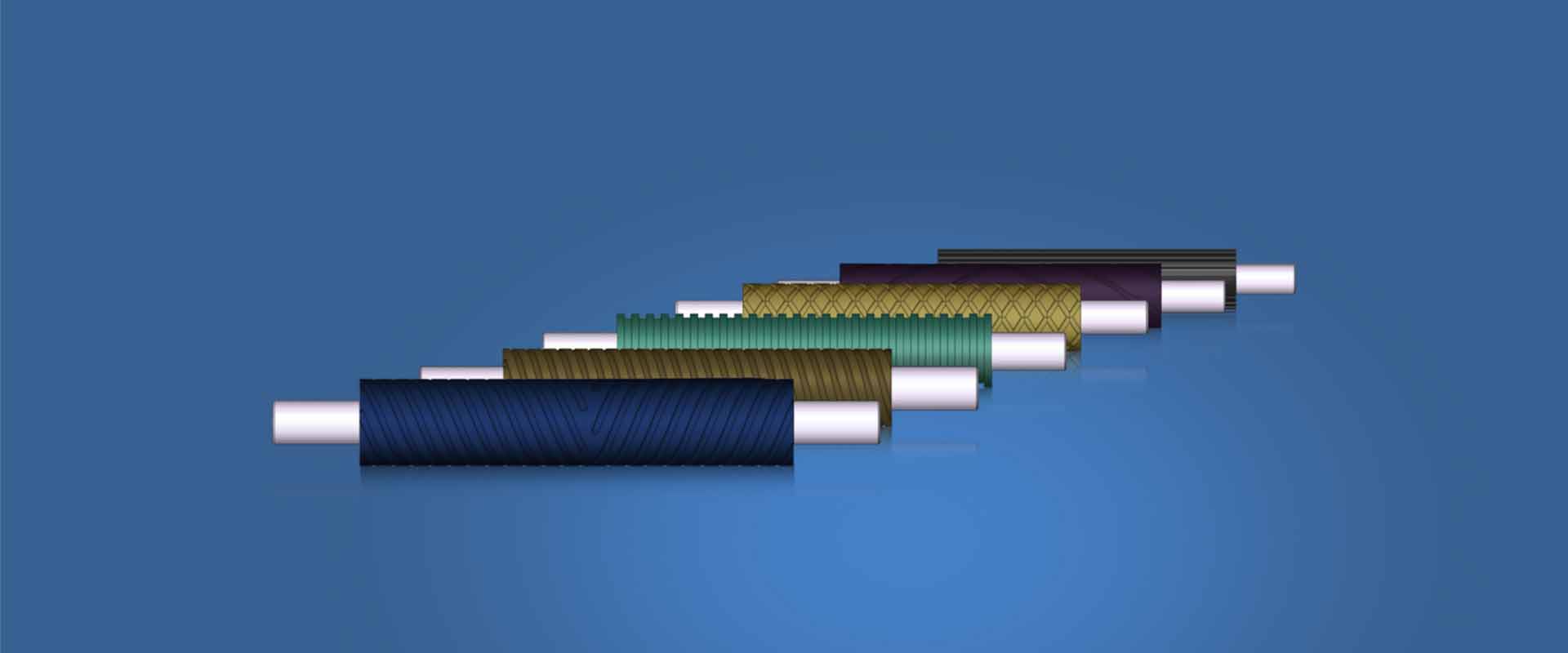
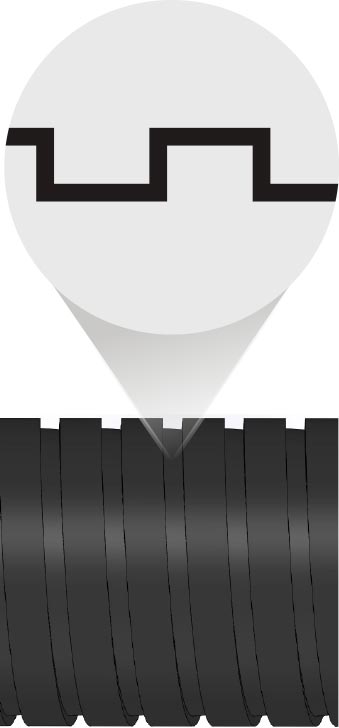









STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON

HERRING BONE

SPREADER

DIAMOND

HELICAL

STEP & PLUNGE

RULING

CHEVRON
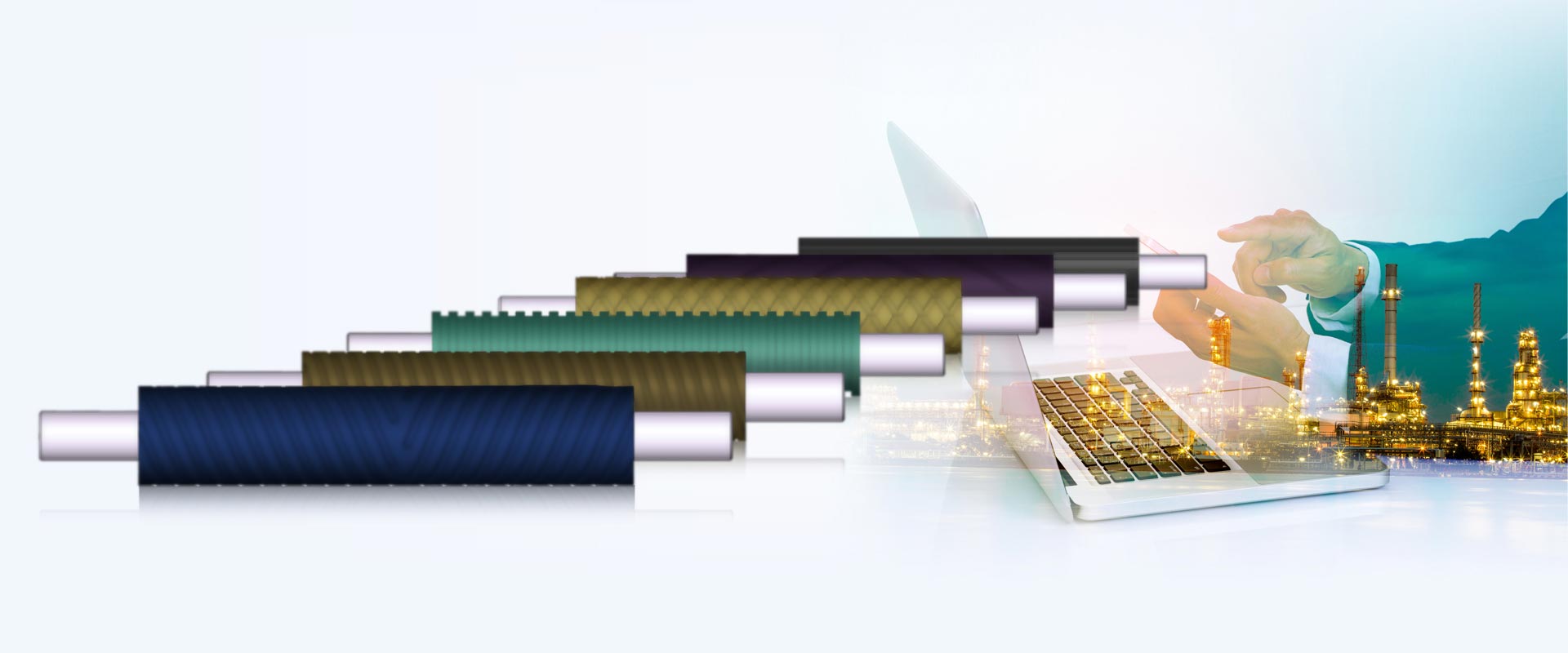

Temperature Regulation
High temperature is an enemy of polyurethane / rubber, regardless of the rubber type used for making rolls. Therefore, it is best to avoid rapid heating while using these rolls. You should also avoid rapid heating because the bonding adhesive usually has low heat resistance even lower than the rubber. If your application demands work under high temperature, we recommend you keep your roller temperatures under operating range by water cooling them.

Storage
To avoid damage, you also need to store them properly. While storing a polyurethane / rubber roll, you must hold the shafts and stand them upright, so the rubber part does get exposed to other materials. Moreover, since rubber can be damaged by UV light, we recommend that you store your roller in a cool and dark place.

Maintenance Checks
During regular maintenance checks, you need to pay special attention to a number of roller parts. These include: ball bearings, axes and gears. Watch out for: worn-out ball bearings, bearings misaligned along their axes, overloaded gears, faulty gears, unbalanced rollers and deflected rollers.